 Ronde staven zijn nooit perfect rond want perfect bestaat eigenlijk niet (behalve zo’n overheerlijk gestoomd Chinees flensje met pekingeend en pruimensaus…da’s echte perfectie).
Ronde staven zijn nooit perfect rond want perfect bestaat eigenlijk niet (behalve zo’n overheerlijk gestoomd Chinees flensje met pekingeend en pruimensaus…da’s echte perfectie). In werkelijkheid wijken staven qua rondheid altijd af van die perfecte ronde cirkel. Soms zijn ze een beetje ovaal, soms driehoekig, meestal een combi van beide. Die afwijkingen kunnen knap lastig zijn als we er bijvoorbeeld een lager overheen willen schuiven. Bij een geringe afwijking lukt dat al niet meer.
In norm EN 10278, voor koud-getrokken ongelegeerd staal en rvs stafstaal, wordt de maatvoering van rond stafstaal besproken en vastgelegd. In het Engels noemen we de afwijking van die perfecte rondheid “out of round”.
In paragraaf 3.1 van deze norm staat geschreven: ‘Out of round: The difference between the least and greatest dimension measured across the pairs of opposing points at a common cross section’.
Een 2-puntsmeting dus. Het probleem is echter dat je rondheid niet goed kunt meten met alleen een 2-puntsmeting. Veel klanten meten de rondheid met een 3-puntsmeting. Maar ook met alleen een 3-puntsmeting kun je de rondheid niet goed bepalen.
Beide meetmethoden hebben namelijk een voor- en een nadeel.
Met een 2-puntsmeting kun je afwijkingen bij een ovaal-vorm prima meten, maar niet bij een driekhoekvorm. Met een 3-puntsmeting kun je afwijkingen bij een driehoekvorm prima meten, maar niet bij een ovaalvorm.
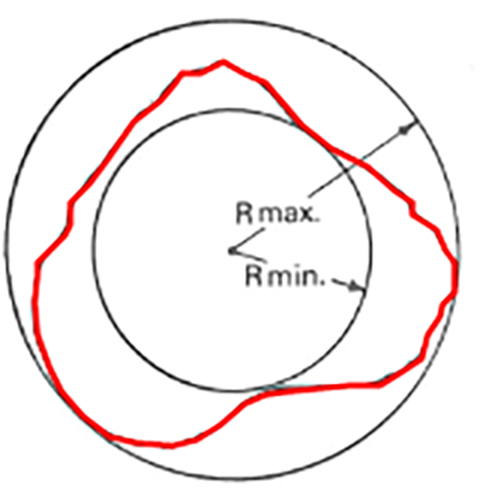
Voor het nauwkeurig bepalen van de rondheid is eigenlijk een rondheidsprofielmeting nodig. Bij deze meting plaats je een meetstift tegen het te meten staafje aan. De staaf draait langzaam rond waardoor de afwijking in rondheid veel beter in beeld kan worden gebracht. Het resultaat van deze meting is een grafische weergave van de rondheid, zoals schematisch is weergegeven in de figuur. De zwarte cirkels in het figuur stellen de minimale en de maximale diameter voor die het staafje mag hebben. De rode lijn toont het gemeten profiel van het staafje. Zolang de rode lijn binnen de twee cirkels blijft, voldoet het staafje aan de rondheidseis.
De profielmeting is dus een betere methode om de rondheid nauwkeurig te bepalen, maar de norm zegt dat er met een 2-punts gemeten moet worden. Wanneer er afwijkende eisen gesteld worden aan de rondheid dan zullen die bij bestelling richting fabriek opgegeven moeten worden. De norm biedt hierin te weinig houvast.